


联系我们

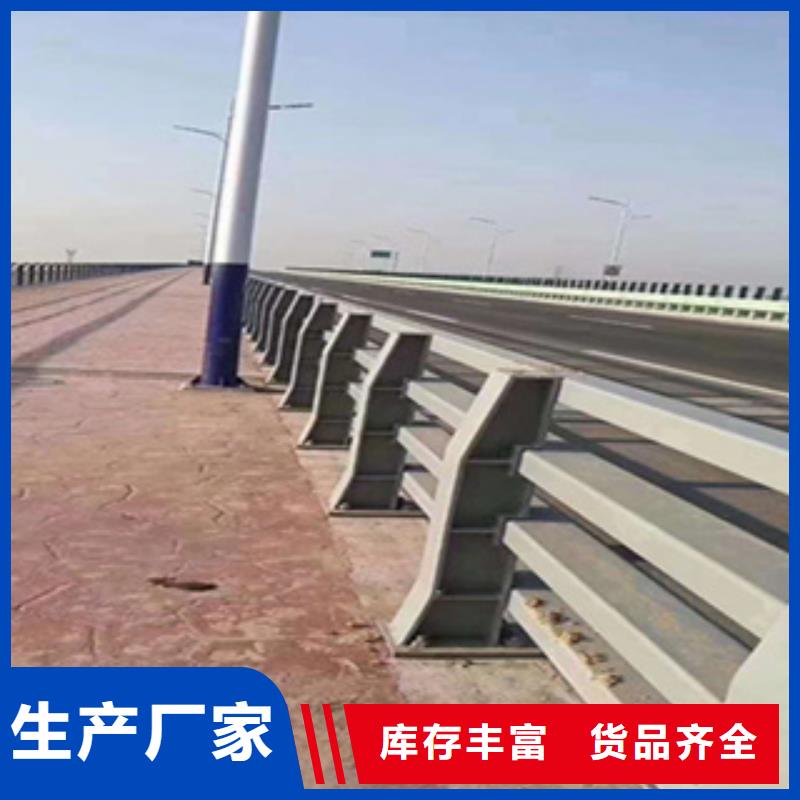
304不锈钢碳素复合管护栏欢迎来厂实地考察
更新时间:2025-01-05 07:33:43 浏览次数:5 公司名称: 鑫桥达护栏有限公司
| 最小起订 | 1 |
|---|---|
| 质量等级 | 合格 |
| 是否厂家 | 是 |
| 产品材质 | 不锈钢 235 345 |
| 产品品牌 | 山东鑫桥达 |
| 产品规格 | 定制 |
| 发货城市 | 山东聊城 |
| 产品产地 | 山东聊城 |
| 加工定制 | 是 |
| 产品型号 | 定制 |
| 可售卖地 | 全国 |
| 产品重量 | 定制 |
| 产品颜色 | 定制 |
| 外形尺寸 | 定制 |
| 适用领域 | 市政 公路桥梁建设 |
| 材质 | 定制 |
| 产地 | 山东聊城 |
| 规格 | 定制 |
| 类型 | 定制 |
| 颜色 | 定制 |
| 品牌 | 鑫桥达 |
| 可定制 | 是 |


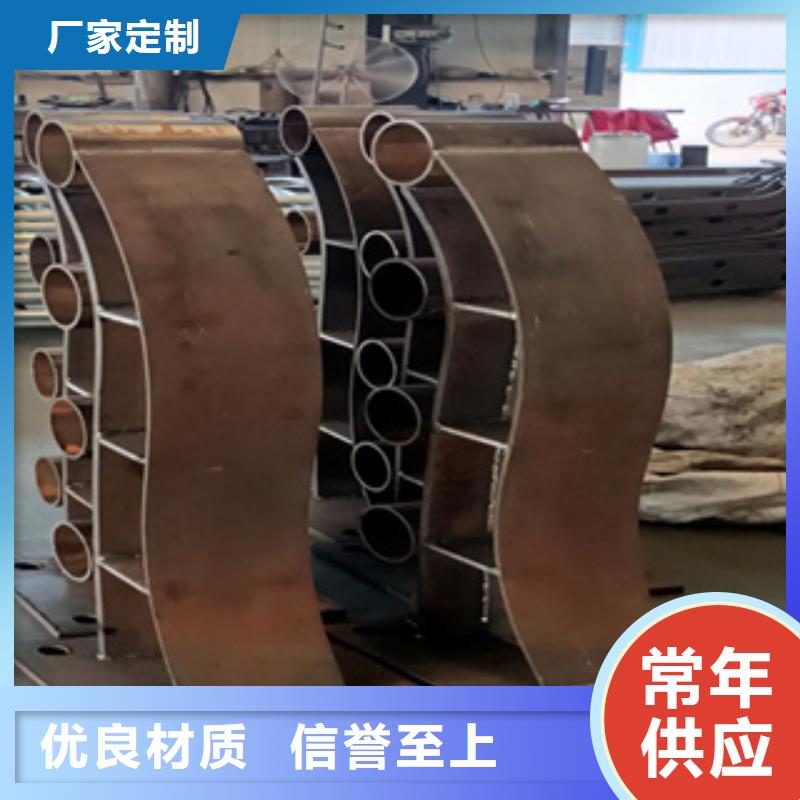




六十多年以来,建筑师们一直选用不锈钢来建造成本效益好的性建筑物。现有的许多建筑物充分说明了这种选择的正确性。有些是非常具有观赏性的,如纽约市的Chrysler大厦。但在许多其它应用中,不锈钢所起的作用不是那么引人注目,可是在建筑物的美学和性能方面却起着重要作用。例如,由于不锈钢比其它相同厚度的金属材料更具有耐磨性和耐压痕性,所以在人口流动量大的地方修建人行道时,它是设计人员的材料。不锈钢复合管按纵断面形状可分为等断面管和变断面管。变断面管有锥形管阶梯形管和周期断面管等。管端形状不锈钢复合管根据管端状态可分为光管和车丝管带不锈钢复合管桥梁护栏管。车丝管又可分为普通车丝管输送水煤气等低压用管,采用普通圆柱或圆锥管螺纹连接和特殊螺纹管石油地质钻探用管,对于重要的车丝管,采用特殊螺纹连接,对一些特殊用管,为弥补螺纹对管端强度的影响,通常在车丝前先进行管端加厚内加厚外加厚或内外加厚。用途分类按用途可分为油井管套管油管及钻杆等管线管锅炉管机械结构管液压支柱管气瓶管地质管化工用管高压化肥管石油裂化管和船舶用管等。生产不锈钢焊管生产工艺原料--分条--焊接制管--修端--抛光--检验喷印--包装--出货入仓装饰焊管。原料--分条--焊接制管--热处理--矫正--矫直--修端--酸洗--水压测试--检验喷印-包装--出货入仓焊管工业配管用管。不锈钢行业/不锈钢复合管编辑不锈钢行业是一项新兴的行业,起源于世纪年代初期,经过来年的开拓与探索,在国内市场已颇具知名度和一定影响力。当前生产企业达多家,具有良好的发展扩大的势头。
不锈钢复合钢管是以碳钢基层与不锈钢覆层结合而成的复合板钢板它的主要特点是碳钢和不锈钢形成牢固的冶金结合可以进行热压、冷弯、切割、焊接等各种加工。不锈钢复合钢管不仅具有不锈钢的耐腐蚀性、又具有碳钢良好的机械强度和加工性能,是新型的工业产品,广泛用于石油、化工、盐业、水利电力、食品加工等行业。不锈钢复合钢管和同类产品相比结合强度更高、质量更可靠、性能更稳定、结构更完美的新一代绿色环保型产品。而且不锈钢复合钢管有着很优异的性能:一、良好的机械性能;二、超高的结合强度。三、防锈耐腐蚀性好;四、耐温性能佳,耐温范围-40~150℃,冷热两用。管材配件产品是我们生活中很常见的产品,水管、建筑行业使用的钢管,这些都属于管件产品。不过自从不锈钢复合钢管投入市场使用后就很受大家的喜爱,因为不锈钢复合钢管跟别的管件产品相比有很多优势。碳素钢复合钢管也是复合钢管的一种,在建筑行业等领域应用的还是很广泛的,那么它有什么优点呢?由于这样的焊接连接方式对强度要求不高,且保质期较短的情况勉强使用!我公司为达到桥梁护栏的强度要求,包括抗拉伸抗冲击的强度要求!从力学性能上完全符合要求!采用加厚不锈钢至少不锈钢厚度在0.5以上,且所有连接管处采用激光冲孔后穿竖管后强化焊接,并保证大电流烧透管材壁厚,由于栏杆连接采用激光标准开孔穿插竖管方式,牢固度进一步提高,并且所有焊缝满焊接,并且打磨后不会影响强度!由原来冲击拉伸强度80pa到现在单焊接护栏口实验强度320mpa提高了强度4倍,对桥梁护栏的性了层次!
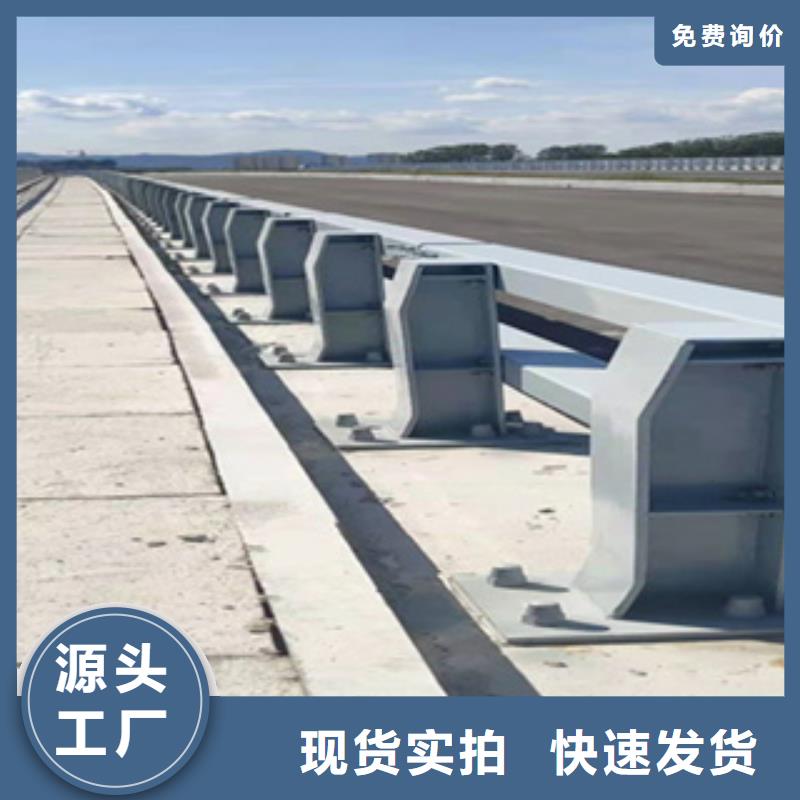
当属于设计速度大于或等于50km/h的城市主干路或次干路等3种设计与环境条件之一的B级桥梁,车行道外侧宜设置防撞护栏,当仅采用路缘石与人行道、检修道分隔时,路缘石高度不得小于40cm,且人行道宽度不得小于2m。当属于其他有机动车行驶的C级桥梁,可采用路缘石与人行道、检修道分隔,路缘石高度宜取25~35cm。此外,对于城市快速路上的桥梁应设置中央防撞护栏。设计速度为60km/h的城市主干路上的桥梁应设置中央防撞护栏或25cm以上高路缘石,设置高路缘石时,中央分隔带宽度应大于或等于2.0m,路缘石高度宜为25cm~35cm。调查>>重庆大桥防撞护栏 多为路缘石+护栏的双重组合作为“桥都”,重庆的跨江大桥、立交桥很多,此次发布的局部修订稿,无疑也是为重庆的桥梁设计、建设及投用的增添了一份强有力的保障。目前,重庆的桥梁防撞护栏安装情况如何?上游资讯记者展开了调查。
不锈钢护栏的主要施工方法:1.施工前应进行现场放样,准确计算各构件长度。2. 根据各种构件的长度,下料长度准确,下料长度允许偏差为1MM。3.选择合适的焊接工艺、焊条直径、焊接电流、焊接速度等,并通过焊接工艺试验进行验证。4. 脱脂去污处理:焊接前检查坡口及装配间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则,应使用三氯乙烯、苯、汽油、中性洗涤剂或其他化学品用不锈钢丝细刷刷洗。如有必要,可在焊接前用角磨机打磨金属表面。5. 焊接时应选用较薄的不锈钢焊条(焊丝)和较小的焊接电流。焊接时,构件间焊点应牢固,焊缝饱满,焊缝金属表面焊接波应均匀,不得有裂纹、夹渣、焊、烧穿、弧坑、等缺陷,焊接区域不得有飞溅物。6. 杆件焊接装配后,对无明显凹痕或较大凸出焊道的焊缝可直接进行打磨。对有凹凸浮渣或大焊道的焊缝,用角磨机打磨,打磨后进行打磨